Aluminum Foil : Premium Solutions for Global Industries
Engineered Aluminum Foil Solutions for Critical Applications Worldwide
At QualityFoil, we develop and deliver high-performance aluminum foil that meets the exacting standards of the most demanding industries. From sterile liquid packaging to high-performance batteries and long-shelf-life food protection — our aluminum foil products combine technical reliability with environmental responsibility.
Our aluminum foil solutions are engineered for optimal performance across diverse industries, manufactured under strict process control with full traceability. Each product is available with optional coatings, treatments, and custom slitting to meet your specific requirements.
Our Premium Aluminum Foil Product Range

When selecting aluminum foil for food packaging, manufacturers prioritize both safety and performance characteristics. Our aluminum foil solutions deliver significant advantages:
- Infinite Recyclability - Aluminum can be recycled endlessly without loss of quality
- Lightweight Efficiency - Uses less material while providing superior protection
- Resource Optimization - More energy saved through recycling than consumed in initial production
- Barrier Performance - Exceptional protection against oxygen, moisture, light, and contaminants
- Global Availability - Consistent supply chain with worldwide shipping capabilities
- Technical Support - Expert assistance for implementation and optimization
Our aluminum foil packaging meets the highest international standards for quality and safety. We offer extensive customization options to meet your specific requirements:
Characteristic | Available Range | Applications |
|---|---|---|
Alloys | 1100, 1200, 1235, 3003, 8006, 8011, 8079 | Multiple industrial uses |
Gauge | 4-350 microns | Varied applications |
Width | 100-1950 mm | Flexible sizing options |
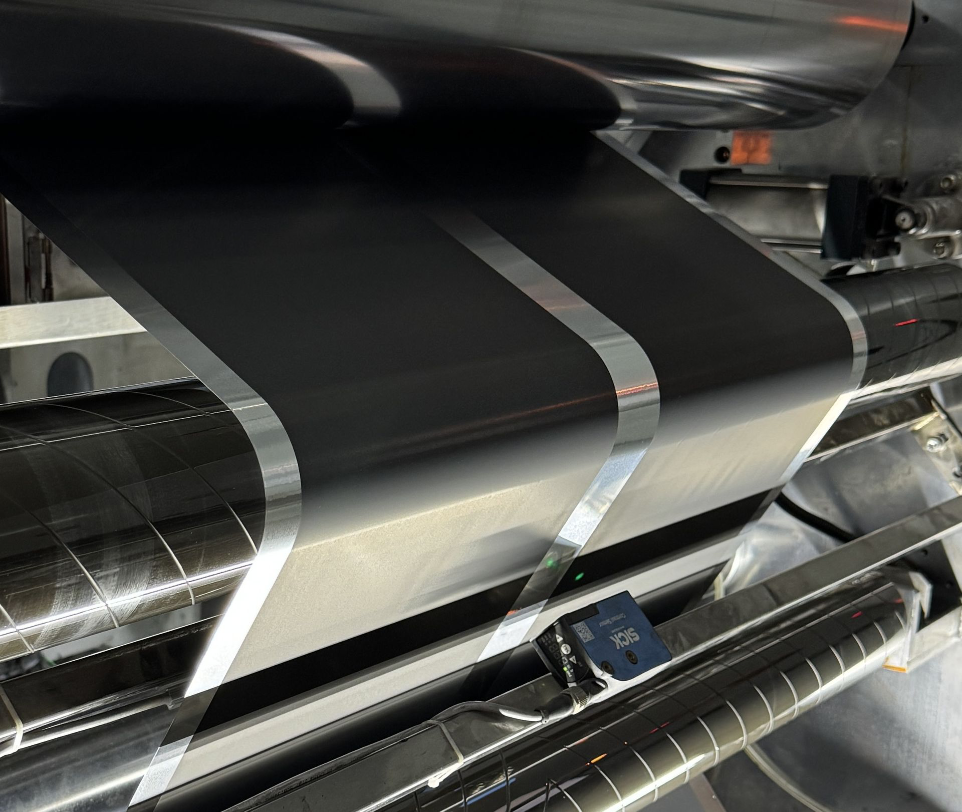
Surface Treatment | Bare, Lacquered, Carbon-Coated | Application-specific |
Finishing | Various lacquer systems, Printing preparation | Customizable |
QualityFoil supplies industrial aluminum foil with customizable specifications to meet your exact requirements. Our technical team can help you select the optimal specifications for your application.
Our aluminum foil solutions serve diverse industries with specialized requirements:
- Food & Beverage - Aseptic packaging, portion packs, container systems, Lidding, Caps
- Pharmaceutical - Blister packs, sachets, sterile packaging
- Automotive & HVAC - Heat exchangers, thermal insulation, component protection
- Energy Storage - Battery components, capacitors, energy systems
- Construction - Insulation, vapor barriers, reflective systems
- Technical Applications - Specialized industrial uses requiring precise specifications
Premium aluminum foil packaging requires precise manufacturing processes and strict quality control. At QualityFoil, we maintain rigorous quality standards:
- ISO 9001 - Certified quality management system
- ISO 14001 - Environmental management system - EMS
- ISO 22000 - Food safety management for packaging materials
- ISO 45001 - Occupational health and safety management system - OH&S
- REACH Compliance - Meeting European chemical regulations
- FDA Approval - For food-contact applications
- Full Traceability - Complete documentation from production to delivery
As a trusted global aluminum foil supplier, we ensure consistent product availability:
- Custom Dimensions - Supplied in your required widths, thicknesses, and quantities
- Global Shipping - Reliable logistics to destinations worldwide
- Technical Support - Available for machine trials, sealing tests, or compliance documentation
Contact our foil specialists, request a sample or ask our technical specifications
Looking for a datasheet, custom gauge, or technical consultation? Our aluminum foil experts are ready to assist with your specific requirements.
QualityFoil: Delivering premium aluminum foil packaging solutions that combine technical excellence with environmental responsibility.